

| 設計ケーススタディ | |
プロセスと外乱モデル
圧延機は、高温(再結晶温度以上)の矩形ビーム成形に使用します。希望する成形後の形状を下に示します。
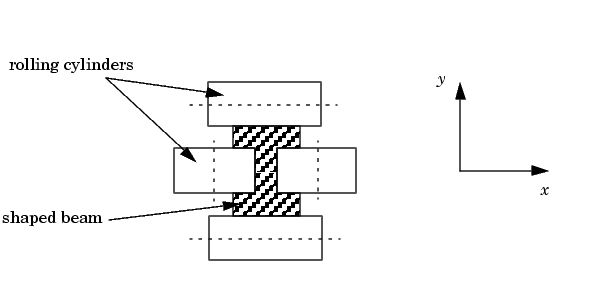
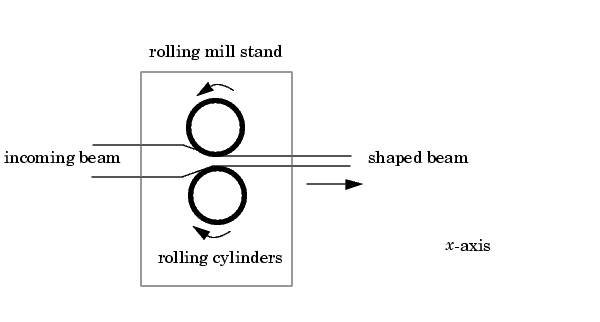
この形状は、油圧アクチュエータで位置を調整する、2つのペアの圧延シリンダ(各軸に1個)で圧延加工されます。2つのシリンダ間の隙間は、圧延ギャップと呼ばれます。
目標は、x-軸およびy-軸方向のビームの厚さを品質保証の許容範囲内に維持することです。出力の厚さの変動要因としては、つぎのものがあります。
これらの外乱の影響を抑えるためには、フィードバック制御が必要です。圧延ギャップは、圧延機スタンドの近くでは測定できないので、フィードバック用として、その代わりに圧延力を用います。
入力の厚さの外乱は、白色ノイズで励起されるローパスフィルタとしてモデル化します。偏心外乱は、ほぼ周期的で、その周波数は圧延速度の関数です。この外乱に対する合理的モデルは、白色ノイズで励起される2次のバンドパスフィルタです。
これにより、圧延プロセスの各軸に対して、つぎの一般モデルが導かれます。
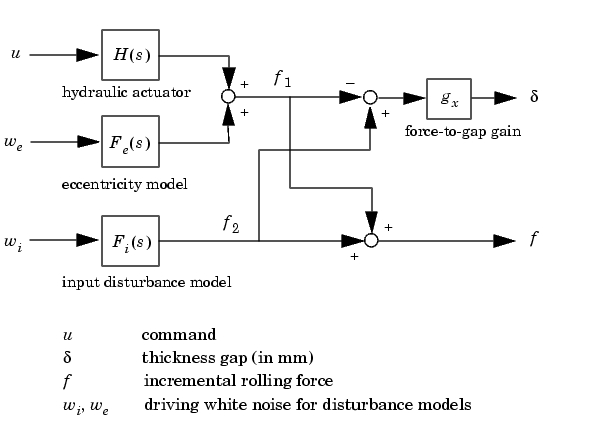
測定した圧延力変動 は、油圧アクチュエータによって生み出される増分力と偏心および入力の厚さの変動による外乱力との組み合わせです。つぎの点に注意してください。
は、油圧アクチュエータによって生み出される増分力と偏心および入力の厚さの変動による外乱力との組み合わせです。つぎの点に注意してください。
 、
、 の出力は、各構成要素によって生み出される増分力です。
の出力は、各構成要素によって生み出される増分力です。 を減少させます。
を減少させます。x軸に対するモデルデータ

y軸に対するモデルデータ

| | LQG レギュレータ | x軸に対するLQG設計 | |